Plastic vs. Metal Machining: CNC Differences & Troubleshooting
 Machining plastics requires different techniques than metals to account for plastic thermal expansion and lower stiffness. While machinists must adapt their shop strategy from "force" to "heat control," engineers must weigh the physical trade-offs:
Machining plastics requires different techniques than metals to account for plastic thermal expansion and lower stiffness. While machinists must adapt their shop strategy from "force" to "heat control," engineers must weigh the physical trade-offs:
- Plastics excel in weight reduction, corrosion resistance, and electrical insulation.
- Metals excel in ultimate strength, heat tolerance, and rigidity.
In this guide from Interstate Plastics, we compare plastic vs. metal machining in detail—highlighting critical differences on the shop floor and in end-use performance. Refer to our Machinable Plastics Guide for material selection and quick-start speeds and feeds, or jump to the section you're looking for:
- CNC Machining Plastics vs. Metals: Key Considerations at a Glance
- Material Properties: Plastic vs. Metal Strength, Weight, and Cost Differences
- Machining Process Differences: Plastic vs. Metal on the Shop Floor
- Precision and Tolerances: Achieving Accuracy in Plastics vs. Metals
- High-Performance Plastics vs. Metals in Specific Applications
- Choosing Plastic or Metal for Your Project
- Next Steps: Moving from Metal to Plastics
CNC Machining Plastics vs. Metals: Key Considerations at a Glance
Use this quick reference table to compare how machined plastics and metals differ across key machining considerations before we dive into the details below.
| Machining Consideration | Machined Plastics | Machined Metals |
|---|---|---|
| Heat management | Plastics are sensitive to heat and run best with light cuts and sharp tools. | Metals tolerate more heat when coolants and proper tooling are used. |
| Workholding / clamping | Plastic parts can deflect or crush, so they need larger contact areas and gentle clamping. | Metal parts are stiffer and can handle higher clamping forces on smaller areas. |
| Tooling geometry | Plastics cut best with very sharp, high-rake, plastics-specific tools. | Metals usually machine well with standard carbide tools and neutral rake. |
| Coolant / lubrication | Plastics are often machined dry or with a light mist of plastic-safe coolant or air to control heat and chip evacuation. | Metals are commonly machined using cutting oils or water-based coolants to control heat and chips. |
| Chip behavior | Plastics often produce long, stringy chips that require active chip clearing. | Metals break into shorter chips more often when the setup and tooling are correct. |
| Tolerances / stability | Plastics can maintain tight tolerances, but expand or contract more with changes in temperature and stress. | Metals generally hold tight tolerances more easily and stay more dimensionally stable over time. |
Material Properties: Plastic vs. Metal Strength, Weight, and Cost Differences
Metals offer superior strength, stiffness, and heat tolerance, whereas plastics provide light weight, corrosion resistance, and often lower costs. These intrinsic differences mean that both metals and plastics have their ideal use cases.
Strength & Durability
Metals are significantly harder and stronger than plastics, making metal parts ideal for high-stress or load-bearing applications. A metal like steel or titanium can endure heavy loads and impacts that most plastics cannot. Plastics, while tough for their weight, generally cannot match the tensile strength or wear resistance of metal and may not last as long in extremely demanding conditions. High-performance engineering plastics (such as PEEK or Torlon® PAI) have narrowed this gap by offering excellent strength-to-weight ratios, but metals still reign where absolute strength and hardness are required.
Weight
 Plastic materials are generally lighter (have a lower density) than metals. A machined plastic component can weigh a fraction of its metal counterpart, which is a critical advantage in weight-sensitive fields such as aerospace and medical devices. Reducing weight can improve efficiency: for example, replacing certain metal parts with plastic can lighten an aircraft or a piece of medical equipment without compromising necessary function. Metals, by contrast, are relatively heavy. Using metal might be necessary for strength, but it comes with a weight penalty that can hinder performance in weight-critical designs.
Plastic materials are generally lighter (have a lower density) than metals. A machined plastic component can weigh a fraction of its metal counterpart, which is a critical advantage in weight-sensitive fields such as aerospace and medical devices. Reducing weight can improve efficiency: for example, replacing certain metal parts with plastic can lighten an aircraft or a piece of medical equipment without compromising necessary function. Metals, by contrast, are relatively heavy. Using metal might be necessary for strength, but it comes with a weight penalty that can hinder performance in weight-critical designs.
Thermal Performance
Metals generally have high thermal stability and conductivity. They can withstand high operating temperatures and tend to conduct heat away from cutting zones during machining. Plastics are thermal insulators; they hold heat rather than dissipating it. Most plastics will soften or deform at elevated temperatures, limiting their use in very hot environments. (There are exceptions: advanced thermoplastics like PEEK can perform at temperatures close to 500 °F / 260 °C, but even these have lower heat tolerance than metals like titanium or steel.)
In machining, this means heat buildup is a bigger concern with plastics, as discussed later. Metals also often require high heat resistance; for example, engine parts or cutting tools are almost always made of metal due to the extreme heat involved.
Corrosion & Chemical Resistance
One big advantage of plastics is their resistance to corrosion. Plastics do not rust, and many are impervious to salts, solvents, and chemicals that would attack metals. This makes CNC-machined plastic parts ideal for harsh chemical environments, wet applications, or anywhere metal parts might corrode or require protective coatings.
Metals, on the other hand, can corrode or oxidize unless you use expensive stainless alloys or apply protective coatings such as platings or paints. In high-purity or cleanroom settings, metals can also outgas or leach ions, whereas certain plastics avoid these issues. For example, metal components might introduce contaminants in semiconductor manufacturing or biomedical devices, whereas plastic components (like PTFE fluid handling parts or PEEK insulators) avoid corrosion and contamination. In short, if the application involves aggressive chemicals or strict cleanliness, plastics often outperform metals in longevity and compatibility.
Electrical and Magnetic Properties
Plastics are electrically insulating and non-magnetic, while metals are usually conductive, and some are magnetic. This difference means plastic machined parts are preferred for electronics housings, connectors, and MRI or radar-transparent components where metal could cause interference. Metal parts can cause electromagnetic interference or create unwanted conductivity in sensitive devices.
By contrast, plastic parts can isolate electrical components and do not interfere with fields, a key reason plastics are replacing metals in many high-tech applications. Metals still dominate when electrical conductivity is needed, such as for connectors or heat sinks.
Material Cost and Availability
Engineering plastics are often less expensive per volume than metals. Common machinable plastics, such as acetal, ABS, or nylon, are generally less expensive by weight than many metals like aluminum, steel, or titanium. Additionally, plastics are easier to cut, which can translate to faster machining cycle times and lower labor costs. All this makes plastic machining a very cost-effective option for many projects. For example, on large production runs, choosing plastic can yield significant cost savings in material and machining time.
However, there are caveats: some high-performance polymers (such as PEEK and PAI) are quite expensive raw materials, sometimes rivaling specialty metals in cost. And if a design ultimately demands the strength of metal, using plastic might incur costs elsewhere (e.g., frequent part replacement). Generally though, for prototypes, small-to-medium runs, or components that don't absolutely require metal, plastics can reduce costs without sacrificing quality.
Machining Process Differences: Plastic vs. Metal on the Shop Floor
 CNC machining principles (cutting, drilling, milling, etc.) apply to both metals and plastics; however, the machining behavior of plastics differs significantly from that of metals, necessitating adjustments in tooling, speeds, and setups. Machinists coming from a metals background should note the following key differences, which can change how you program and run jobs for plastics.
CNC machining principles (cutting, drilling, milling, etc.) apply to both metals and plastics; however, the machining behavior of plastics differs significantly from that of metals, necessitating adjustments in tooling, speeds, and setups. Machinists coming from a metals background should note the following key differences, which can change how you program and run jobs for plastics.
For material-specific notes, as well as speeds and feeds, refer to our Machinable Plastics Guide.
Heat Dissipation and Thermal Expansion
Metals are efficient at wicking heat away from the cut, but plastics are poor conductors and retain heat in the cutting zone. This leads to heat buildup in the material and tool, potentially causing the plastic to melt, warp, or expand during machining. To combat this, machinists rely on strong chip evacuation and minimal tool rubbing with plastics. A continuous air blast is often used to blow away chips and cool the tool/workpiece, instead of the heavy flood coolant used in metal cutting.
It's also common to rough out a plastic part, leaving a bit of finishing stock, then let the part cool to room temperature before taking a final finish pass to bring it to size. This rough-then-finish approach after cool-down helps ensure the part holds tight tolerances once the heat-induced expansion has dissipated. In essence, controlling heat is paramount in plastic machining, both through high feed rates (to minimize heat generated by friction) and through cooling or pausing, as plastics can distort from even moderate temperature rises.
A common example is hole machining in plastics. Friction from drilling warms the material and temporarily expands the hole. If you size it to a perfect 1.000" while the part is still warm, it could contract to around 0.995" once it returns to room temperature in an extreme case, pushing the hole out of its tolerance range. Because many plastics have coefficients of thermal expansion up to roughly ten times those of metals, roughing, letting the part cool, and then taking a light finish pass is essential for tight holes and fits. Typical metals (steel, aluminum) have CTEs around 10-25 × 10−6 /°C (≈6-14 × 10−6 /°F), while many engineering plastics sit in the 50-200 × 10−6 /°C (≈30-110 × 10−6 /°F) range.
Clamping and Fixturing
Metals can tolerate strong clamping forces during machining. Plastics, by contrast, are softer and can deform or "creep" if clamped too tightly. A plastic workpiece may develop a slight warp or surface indent from heavy vise pressure, or even spring out of shape once it is unclamped. To avoid this, use broad, gentle workholding that distributes the force evenly. Examples include using soft jaw inserts, large clamping surfaces, or vacuum fixtures that hold the part with even suction instead of point pressure.
Because plastics have lower stiffness, they are more prone to flexing under cutting loads. A flimsy setup that would be acceptable for a steel part might cause chatter or deflection in a plastic part. Ensuring the part is well-supported is important. Machining in stages can also be beneficial; for instance, roughing out pockets or profiles in multiple steps to relieve internal stresses gradually, rather than removing too much material at once. Many plastics tend to warp as internal stresses redistribute, especially if material is removed unevenly from one side. By planning the machining sequence and fixturing carefully (and even stress-relieving the part by mild heat annealing if needed), machinists can maintain good dimensional stability in plastics.
Cutting Tools and Geometry
The cutting tool geometry that works for metal may not be optimal for plastics. Metals are often machined with tools having neutral or slight positive rake angles and relatively robust edges. Plastics machine best with very sharp tools and high positive rake angles, which allow the cutter to shear the material rather than plow through it. A razor-sharp edge reduces friction, preventing the softer plastic from rubbing or tearing. For example, specialized "O-flute" end mills (with a single large flute and very high rake) are popular for plastics; they produce a clean slicing action and evacuate plastic chips effectively. Use polished carbide tooling with a keen edge to minimize the generation of excessive heat.
Clearance angles on plastic-cutting tools are usually higher to reduce contact and friction. In practice, ensure that any tool used to cut plastic is either new or freshly sharpened; using a worn tool that was serviceable for aluminum might spell disaster in a plastic job. The upside is that plastics are less abrasive than metals, resulting in slower tool wear.
Chip Removal and Coolant Use
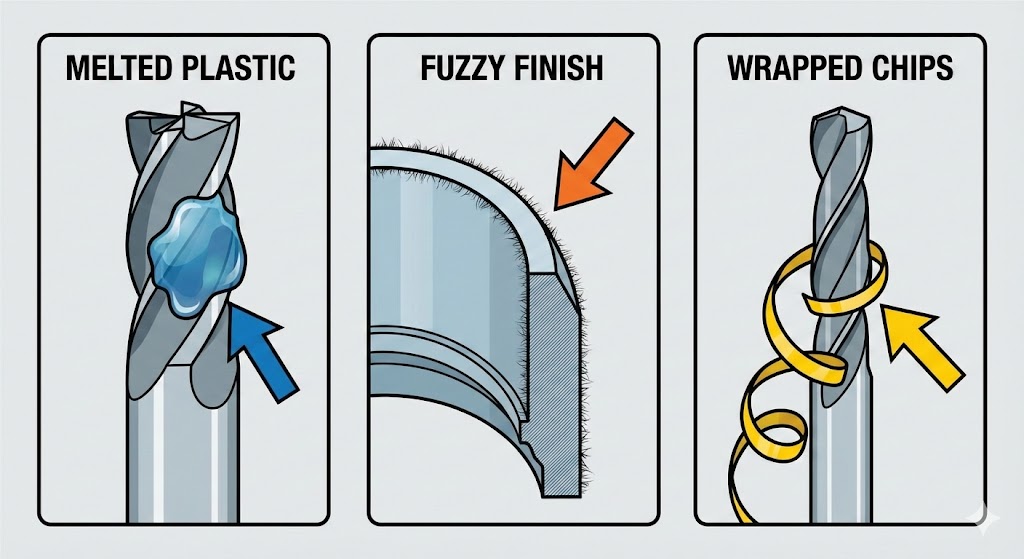 Metal chips tend to break into discrete pieces and fall away from the cut. Plastic chips (and swarf, the long spirals) often come off as continuous coils or clumps of fuzz, especially with ductile plastics like HDPE or nylon. These soft chips don't always clear the tool on their own; they can wrap around end mills, clog flutes, or stick to the workpiece due to static electricity. If chips accumulate, they will insulate the heat at the cut, further exacerbating melting or warping issues. For this reason, aggressive chip evacuation is crucial.
Metal chips tend to break into discrete pieces and fall away from the cut. Plastic chips (and swarf, the long spirals) often come off as continuous coils or clumps of fuzz, especially with ductile plastics like HDPE or nylon. These soft chips don't always clear the tool on their own; they can wrap around end mills, clog flutes, or stick to the workpiece due to static electricity. If chips accumulate, they will insulate the heat at the cut, further exacerbating melting or warping issues. For this reason, aggressive chip evacuation is crucial.
Machinists typically use air blasts or vacuum systems to continuously remove plastic chips from the work area. Flood coolant, which is commonly used on metals for cooling and lubrication, is less common for plastics. Many plastics are machined dry or with only mist/air cooling. Liquid coolant can certainly be used (and sometimes is necessary for drilling deep holes in plastics, which generate a lot of friction heat), but one must choose the coolant type carefully. Some plastics are chemically sensitive; amorphous plastics, such as polycarbonate (PC) and acrylic (PMMA), can undergo stress cracking if exposed to certain cutting fluids. If you do use coolant on plastics, it should be a water-based, plastic-safe coolant.
Precision and Tolerances: Achieving Accuracy in Plastics vs. Metals
 Metals are typically more dimensionally stable than plastics, but with the right techniques and process control, plastics can still be machined to very high precision. Plastics have a higher coefficient of thermal expansion than metals and often exhibit some elasticity; a plastic part may slightly expand from machining heat or even from a warm day in use. Some plastics also absorb moisture from the air, causing them to swell over time. Because of these factors, holding extremely tight tolerances in plastic is more challenging than in metal. Tight tolerances are still achievable, but doing so requires careful control of the machining process.
Metals are typically more dimensionally stable than plastics, but with the right techniques and process control, plastics can still be machined to very high precision. Plastics have a higher coefficient of thermal expansion than metals and often exhibit some elasticity; a plastic part may slightly expand from machining heat or even from a warm day in use. Some plastics also absorb moisture from the air, causing them to swell over time. Because of these factors, holding extremely tight tolerances in plastic is more challenging than in metal. Tight tolerances are still achievable, but doing so requires careful control of the machining process.
Keeping the material cool during cutting reduces expansion and helps the part maintain its intended dimensions. Taking a light finishing pass after the part has cooled to a uniform temperature helps even out any thermal expansion effects. Conditioning or stress-relieving the plastic material can further improve stability. For example, polycarbonate or acrylic parts are often annealed (slowly heated and cooled) after machining to relieve internal stresses that could otherwise cause warping or dimensional drift later.
In high-end applications, CNC plastic machining can achieve tolerances of ±0.001" or better when performed by experts using specialized equipment. With appropriate thermal controls and preparation, it is possible to achieve excellent precision and surface finish in plastics, often without the secondary processes that metals require. This level of performance is achieved by tailoring every step (fixturing, tooling, speeds and feeds, and even custom stress-relief processes) to the specific plastic being machined.
High-Performance Plastics vs. Metals in Specific Applications
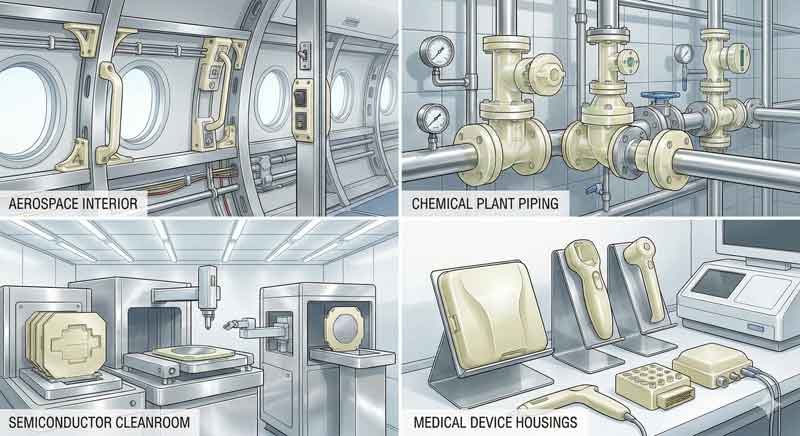 Historically, metals were the go-to choice for critical, high-stress applications in aerospace, automotive, medical implants, semiconductor manufacturing, and numerous other industries. Today, that landscape is evolving. Advancements in engineering thermoplastics have empowered CNC-machined plastic parts to replace metal in many high-stakes applications, sometimes outperforming metal altogether. Here are some scenarios and examples where plastic machining shines and can even be preferable to metal:
Historically, metals were the go-to choice for critical, high-stress applications in aerospace, automotive, medical implants, semiconductor manufacturing, and numerous other industries. Today, that landscape is evolving. Advancements in engineering thermoplastics have empowered CNC-machined plastic parts to replace metal in many high-stakes applications, sometimes outperforming metal altogether. Here are some scenarios and examples where plastic machining shines and can even be preferable to metal:
Weight-Sensitive Systems (Aerospace & Transportation)
Reducing weight is a constant goal in aerospace and vehicle design. Every pound saved can improve fuel efficiency and performance. High-strength plastics like Ultem® PEI, PEEK, or carbon-fiber-filled plastics are used to machine brackets, housings, and structural components that were previously made of metal, achieving huge weight savings while still meeting strength requirements.
For instance, aerospace engineers use lightweight, low-wear plastic and composite parts in applications like aircraft interior mechanisms or small UAV components, cutting weight and improving payload capacity. In satellites and spacecraft, where every gram counts, plastic fasteners and dielectric components are chosen over metal to minimize mass. Metals are still used for airframes and engines (where loads are enormous and temperatures are high), but plastics are making inroads in non-critical or semi-structural parts to boost efficiency.
Corrosion-Critical Environments (Chemicals & Oil/Gas)
Many plastics are practically immune to corrosion from water, salts, and a broad range of chemicals. In chemical processing or oil and gas applications, CNC-machined plastic parts (valve seats, seals, pump components, insulators) can survive corrosive fluids that would eat away metal parts. PTFE (Teflon) and PEEK parts are commonly used in pumps and valves that handle acids, caustics, or solvents. They last significantly longer than metal in these environments. In offshore oil platforms or subsea equipment, plastic components won't rust from saltwater exposure. Metals in these scenarios often require special coatings or stainless alloys, which adds cost, whereas a well-chosen plastic delivers corrosion resistance by its nature.
High-Purity or Cleanroom Settings (Semiconductor & Medical)
 In semiconductor manufacturing, even the slightest contamination can render chips unusable. Plastics like PFA, PTFE, and PEEK are used to machine wafer handling tools, manifolds, and chemical delivery components because they don't shed particles or ions the way metals might. Moreover, plastics won't generate sparks or interfere with delicate electronic equipment. In the semiconductor industry, plastic insulators and fluid handling parts help minimize contamination and resist aggressive etchants that are used in chip fabrication.
In semiconductor manufacturing, even the slightest contamination can render chips unusable. Plastics like PFA, PTFE, and PEEK are used to machine wafer handling tools, manifolds, and chemical delivery components because they don't shed particles or ions the way metals might. Moreover, plastics won't generate sparks or interfere with delicate electronic equipment. In the semiconductor industry, plastic insulators and fluid handling parts help minimize contamination and resist aggressive etchants that are used in chip fabrication.
In medical technology, plastics play a huge role as well. Materials like PEEK and PPSU are machined into surgical instrument components, orthopedic trial implants, and diagnostic device parts. These plastics can withstand repeated sterilization (autoclaving at high heat) and are biocompatible, making them superior to metals for certain medical uses (metals can corrode after many sterilization cycles, and metal ions can cause issues in body-contact scenarios). For instance, PEEK machined implants are used in spinal devices as a lightweight, MRI-compatible alternative to titanium.
Electrical and Magnetic Constraints (Electronics & RF)
Wherever non-conductivity or transparency to electromagnetic fields is needed, plastics have an edge. Precision plastic machining produces components like connectors, antenna insulators, circuit board supports, and sensor housings that do not conduct electricity or distort electromagnetic fields. Metals in these roles would either short out circuits or require complex design workarounds to be safe. An example is MRI machines, which have incredibly strong magnetic fields. They use plastic brackets and frames for many parts of the interior mechanism to avoid interaction with the magnet. High-frequency radar and communication devices similarly utilize plastic radomes and mounts to prevent interference with signals.
Other Applications Where Metals Fall Short
There are cases where using metal creates specific problems that plastics inherently solve. One such issue is metallic contamination or outgassing. Metals can introduce contaminants (like ions of iron or copper) into sensitive processes, and in ultra-high vacuum or cleanrooms, metals might outgas or require special surface treatments. Plastics like PEEK or polyimides can be formulated for low outgassing.
Metals can create galvanic corrosion when paired with other metals; replacing one of the metals with a plastic eliminates the galvanic couple. Additionally, some complex geometries that might be very costly to machine or weld in metal can be milled from a plastic billet that's easier to cut. Plastics often grant greater design freedom, allowing engineers to consider shapes and internal features that would be impractical in metal.
Metal or ceramics remain the only options for high-temperature, high-load scenarios, such as jet engine turbines. However, as plastic materials technology advances, the threshold of where a polymer can replace metal continues to shift. We now have plastic and plastic composite gears, bearings, and structural components in places that would have seemed impossible a few decades ago, thanks to materials like PAI, PEEK, and others.
The key is to analyze the performance requirements: if a part doesn't truly need the ultimate strength or heat resistance of metal, using a plastic often brings a suite of benefits (lighter weight, no corrosion, easier machining, often lower cost, etc.). Manufacturers are increasingly doing that analysis and finding that CNC plastic machining can meet their needs while unlocking new performance gains.
Choosing Plastic or Metal for Your Project
 Deciding between machining a part from plastic or metal comes down to the loads, operating environment, tolerances, and cost targets of the application. This page helps you decide which family is right. If plastic appears to be a suitable fit, your next step is to select a specific material and determine the appropriate machining approach.
Deciding between machining a part from plastic or metal comes down to the loads, operating environment, tolerances, and cost targets of the application. This page helps you decide which family is right. If plastic appears to be a suitable fit, your next step is to select a specific material and determine the appropriate machining approach.
When is Plastic the Better Fit?
Choose plastic when:
- Weight and corrosion resistance matter: you need a lighter part, corrosion resistance, or electrical insulation.
- You're prototyping or iterating designs: plastics machine quickly, making them ideal for short runs, test fixtures, and design changes.
- You need special properties, such as transparency, low friction, impact resistance, or chemical resistance, that are difficult or expensive to achieve with metal.
- You're managing costs at low to medium volumes: material costs, shorter cycle times, and reduced tool wear often lower total part costs.
Common examples include guards and covers, medical or lab components, enclosures, wear strips, and sliding parts where weight, noise, or corrosion are concerns.
When is Metal the Better Fit?
Choose metal when:
- Loads and stresses are high, particularly in structural or heavily loaded parts where maximum strength and stiffness are required.
- Temperatures are elevated: continuous service temperatures push beyond what engineering plastics (even high-performance grades) can reliably handle.
- Tolerances are extremely tight over time: parts must hold very tight tolerances in changing temperatures or over long periods.
- Part size is large: very large bases, frames, or shafts are often more practical to produce from steel or aluminum.
Typical metal applications include structural frames, engine and drivetrain components, heavy machinery parts, and cutting or forming tools.
When to Choose a Hybrid Approach?
Many designs benefit from both:
- Plastic outer covers, guards, or operator interfaces for weight reduction, safety, and insulation.
- Metal internal frames, shafts, and mounting features for stiffness, strength, and long-term dimensional stability.
Teams will often prototype in plastic first to validate fit and function, then decide whether to stay with plastic or move specific components to metal for production.
Putting It All Together
When choosing between plastic and metal, consider:
- Mechanical loads and impact
- Operating temperature and environment (chemicals, moisture, UV)
- Tolerances and long-term stability
- Part size and geometry
- Volume, lead time, and cost
If plastics appear viable, the next step is to select the right material. Use our Machinable Plastics Guide to compare common machinable plastics, see where each excels, and review machining best practices for CNC mills and routers.
Next Steps: Moving from Metal to Plastics
Both plastic and metal machining have a place in modern manufacturing. The right choice depends on load, temperature, environment, tolerances, volume, and cost—not on one material being "better" than the other. Many assemblies achieve the best results by combining machined plastics and metals to strike a balance between performance and price.
If you're evaluating a shift from metal to plastic on a specific part, Interstate Plastics can help you decide what makes sense before you commit to a redesign. Share your drawing, operating conditions, and tolerance targets, and our team can help you compare candidate plastics, flag potential machining or stability issues, and recommend machinable stock that fits your application.
To get started, upload your print or part list for a quick online quote and note that you're comparing plastic vs. metal. We'll help you identify suitable conversion candidates, select the appropriate materials, and source cut-to-size stock, so you can move quickly into prototyping and production.
This guide was authored by Christopher Isar and reviewed for technical accuracy by Chris Clark.

About the Author
At Interstate Advanced Materials, Christopher Isar turns "it depends" into "do this." Since 2011, he's helped buyers choose plastics with confidence by focusing on what works on the shop floor and in the field, backed by IAPD Level 2 certification. If your project can't miss, Chris will guide you to cost-effective, real-world options. Contact Chris.