EXECUTIVE SUMMARY
Polyetheretherketone (PEEK) is a critical material for replacing metal in high-temperature, chemically aggressive environments. This paper examines the mechanical and thermal limits of PEEK, specifically contrasting unfilled, glass-filled, and bearing grades. Key findings indicate that while PEEK offers superior fatigue and corrosion resistance compared to metals, its performance is strongly influenced by grade selection, particularly regarding creep resistance and tribological wear. This guide provides engineers with the essential property data and design considerations needed to specify PEEK components that maintain reliability under sustained loads and heat.
BACKGROUND AND SCOPE
Polyetheretherketone (PEEK) is a high-performance thermoplastic that excels in harsh service applications where heat, aggressive chemicals, and mechanical wear converge. It is particularly critical in systems where performance must remain consistent over extended service intervals. It combines key properties, including high-temperature resistance, dimensional stability, robust chemical and hydrolysis resistance, and reliable performance under wear, fatigue, and sustained mechanical stress. These attributes make PEEK a dependable material solution for critical components in industries requiring strict tolerances, mechanical integrity, and minimal maintenance.
This paper outlines the underlying mechanisms governing key PEEK properties and translates them into practical design guidance. It explains how performance shifts with temperature, load, environment, and grade selection, specifically comparing natural/unfilled, glass-filled, and bearing grades such as PEEK HPV. With this context, designers, engineers, and manufacturers can confidently identify applications where PEEK delivers the greatest return, compare common grades, and validate the factors that most directly control reliability during the design and specification process.


HIGH-TEMPERATURE STRENGTH UNDER LOAD
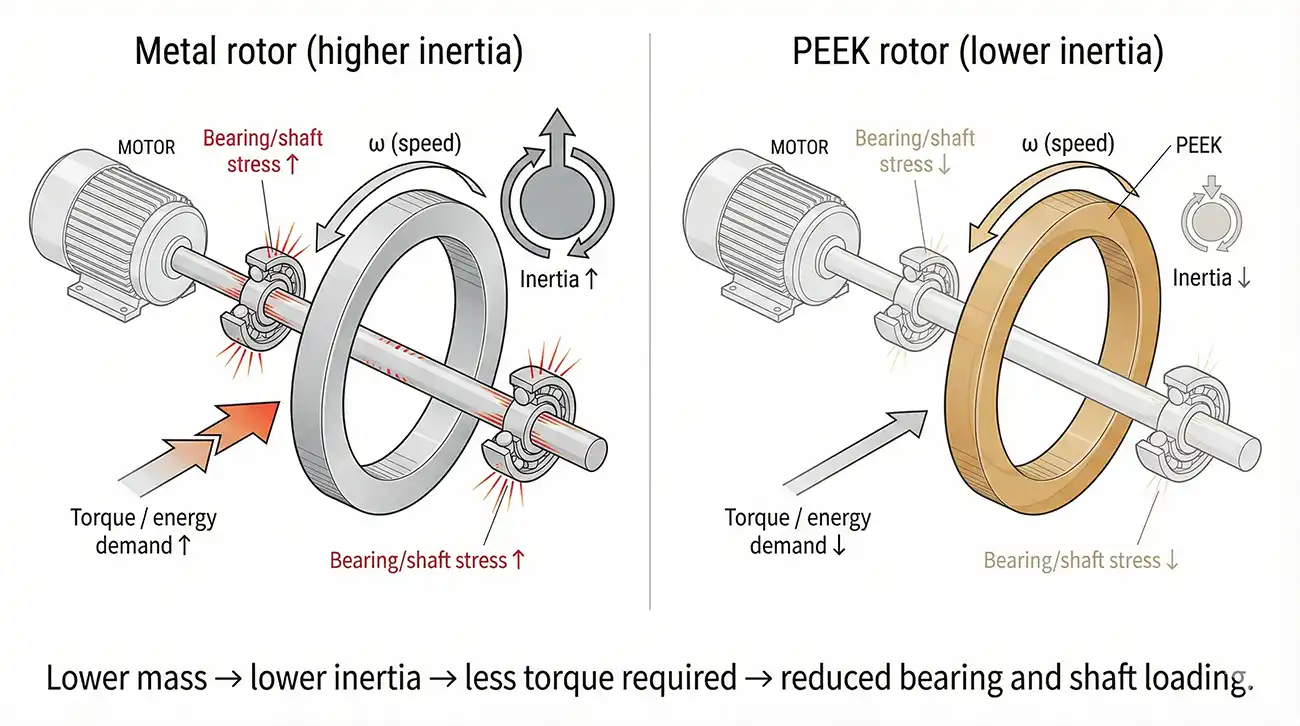
PEEK is frequently utilized for hot, load-bearing parts, such as compressor valve components, pump wear rings, and hot-zone supports, because it retains strength and stiffness at elevated temperatures while offering significant weight reduction. In many rotating assemblies, replacing a metal component with PEEK reduces inertia, thereby lowering energy demand and decreasing stress on bearings and shafts.
However, in-service performance is highly dependent on load configuration and constraints. Clamp loads, press fits, internal pressure, and concentrated contact stress can drive deformation significantly earlier than lightly loaded service at the same temperature.
Modulus governs the material's resistance to elastic deformation. High modulus is critical in high-temperature service to prevent bowing, gap formation, or loss of contact pressure. In practice, the higher stiffness reduces deflection. Deflection is the magnitude a part moves under load, and controlling it is essential for maintaining seal compression, alignment, and clearance. Unfilled PEEK generally exhibits tensile strength around 16,000 psi and a tensile modulus of 500–650 ksi (≈ 3.5–4.5 GPa), depending on grade, test method, and processing history. By comparison, 30% glass-filled PEEK has a tensile strength of around 14,000 psi and exhibits a tensile modulus of roughly 850–1,100 ksi (≈ 5.9–7.6 GPa). Because of this increased stiffness, glass-filled PEEK is frequently selected for hot structural components, while unfilled PEEK is often chosen where toughness and machinability are priorities.
Performance characteristics are also influenced by processing history. Cooling rate, molding or extrusion parameters, and annealing affect crystallinity and residual stress, which influence behavior during thermal cycling. Surface finishing techniques are equally critical.
During machining, heat buildup at the cutting zone can differ significantly from metals due to PEEK's relatively low thermal conductivity. Therefore, tool sharpness, chip clearance, and controlled cutting parameters are required to limit localized heat buildup and reduce residual stress that typically manifests as distortion.
CREEP AND DIMENSIONAL STABILITY
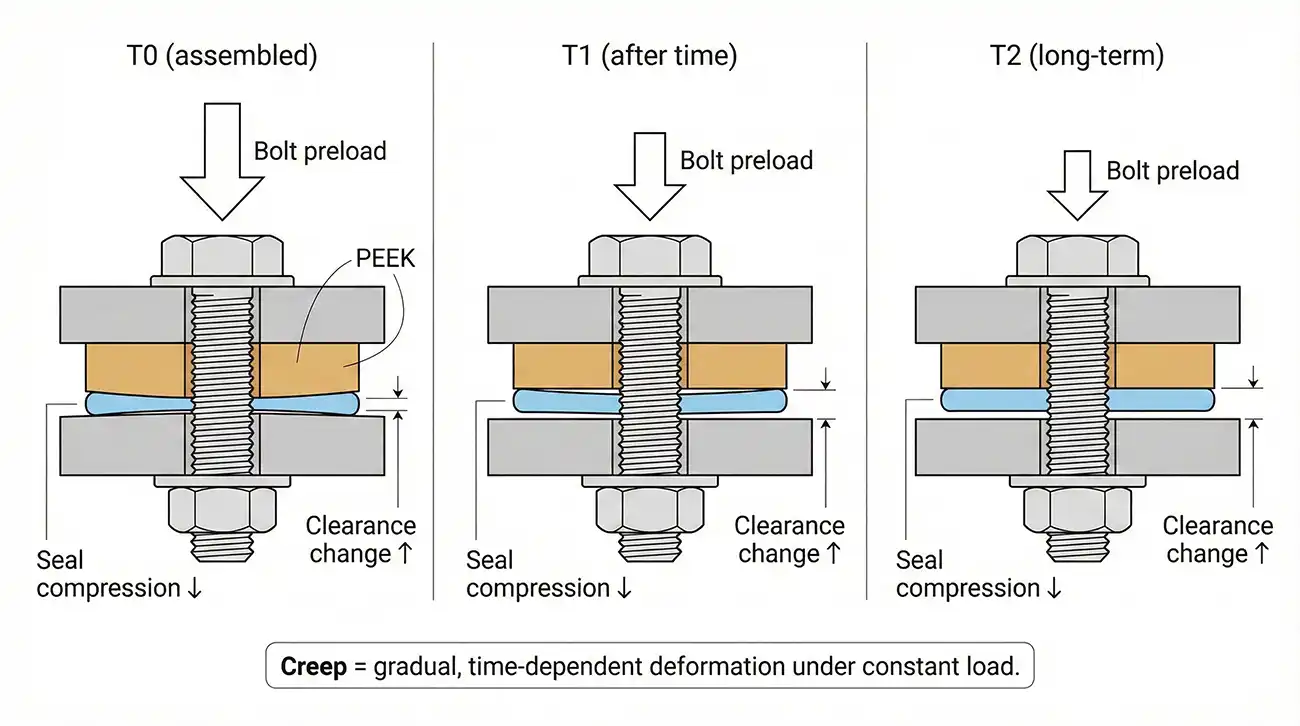
PEEK is widely used for components that must maintain dimensions under sustained loads, such as seal backup rings, thrust washers, bearing cages, and bolted spacers. In these applications, creep is the primary limiting factor. Creep is a gradual, time-dependent deformation occurring under constant load, a phenomenon extensively modeled in high-temperature polymer studies [1]. In PEEK components, this typically results in relaxed bolt preload, reduced seal compression, or gradual clearance changes over time.
Because creep accumulates over time under sustained load, dimensional stability becomes a primary design criterion, especially at elevated temperatures. PEEK performs well in this regard due to its semi-crystalline structure. The combination of ordered (crystalline) and disordered (amorphous) regions supports predictable shape retention when processing conditions are controlled. However, variations in wall thickness, cooling rate, and postprocessing can alter crystallinity, subsequently affecting shrinkage, stiffness retention, and long-term stability.
For sustained-load designs, flexural modulus is often the most relevant indicator as it correlates directly to deflection and shape retention. Unfilled PEEK generally offers a flexural strength around 25,000 psi with a flexural modulus near 600 ksi, while 30% glass-filled PEEK offers a flexural strength around 28,000 psi with a flexural modulus near 1,000 ksi.
Compared to metal, PEEK offers long-term stability in creep-driven assemblies without corrosion-related fit degradation. Metal components in chemically aggressive environments may corrode or oxidize, altering mating dimensions. In contrast, PEEK eliminates corrosion mechanisms that cause seizing or altered clamp conditions. This advantage is particularly critical when thermal effects are considered. Since thermal expansion drives fit changes and tolerance stack-up, reinforcement strategy and geometry must account for anisotropic movement in precision fits.
CHEMICAL AND HYDROLYSIS RESISTANCE
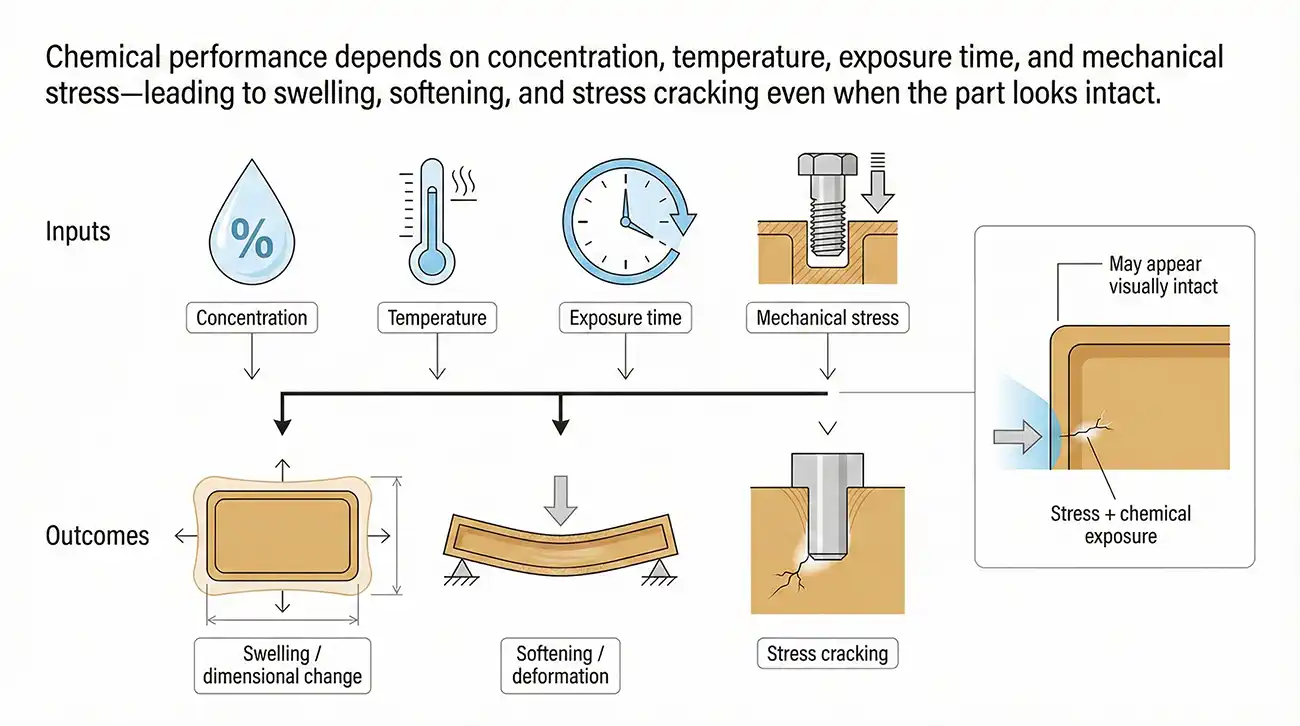
Chemical resistance is the primary driver for PEEK's selection in pump parts, valve seats, manifolds, and fluid-handling hardware exposed to aggressive process chemicals. While PEEK offers broad resistance to hydrogen sulfide, steam, and most hydrocarbons, it is notably vulnerable to concentrated sulfuric acid, nitric acid, and certain halogenated hydrocarbons. Chemical compatibility varies significantly with concentration, temperature, exposure duration, and mechanical stress state. Consequently, adverse effects such as swelling, softening, and stress cracking can occur even when the material remains visually intact, particularly if these specific aggressive agents are present.
PEEK is frequently selected over metal in chemical service to eliminate risks of pitting, galvanic attack, and general corrosion. This prevents the generation of particulate contamination and metallic ions that can compromise fluid streams or damage sealing surfaces. With corrosion mechanisms mitigated, the design focus shifts to the influence of heat and moisture on long-term compatibility.
Hydrolysis is the chemical breakdown of a polymer's structure due to interaction with hot water. PEEK is a preferred material for hot-water and steam applications because it retains its mechanical properties better than most engineering plastics during prolonged exposure. Studies show PEEK can retain key mechanical properties after repeated steam sterilization cycles, though outcomes depend on grade, cycle conditions, and part geometry [2]. Hydrolysis performance is sensitive to water temperature, steam exposure, cycle frequency, and chemistry, including pH levels and additives. Water absorption, which measures moisture uptake by weight, is critical because even minor absorption can induce dimensional shifts in precision parts. PEEK exhibits low moisture uptake compared to many engineering thermoplastics, but reported values vary substantially with test method and whether measurements reflect short-term exposure (e.g., 24 hours) or longer-term equilibrium/saturation. In many datasheets, 24-hour water absorption is typically on the order of hundredths to a few tenths of a percent, while saturation/equilibrium values are often reported in the 0.3–0.6% range for unfilled grades, depending on thickness, temperature, and the specific standard used. Glass-filled grades often show similar or slightly reduced uptake at equilibrium, though the exact value depends on fiber content and test conditions. Even with relatively low absorption, moisture uptake can still drive measurable dimensional change in tight-tolerance parts, particularly when combined with heat and sustained stress.
Separately, the combination of chemical exposure and mechanical stress can accelerate damage mechanisms such as environment-assisted cracking (including stress cracking), even when a material appears visually unchanged. In PEEK components, risk increases with molded-in stress, sharp corners, press fits, and cyclic loads. Therefore, compatibility assessments are most reliable when performed on the final geometry under representative stress states.
WEAR AND FRICTION RESISTANCE
PEEK is extensively used for tribological components such as bushings, thrust washers, wear pads, and piston rings in pumps, compressors, and industrial automation. Wear resistance is influenced by the counterface material, surface finish, contact pressure, sliding speed, lubrication, and interface temperature. Consequently, identical components may perform differently across assemblies that appear similar in specification.
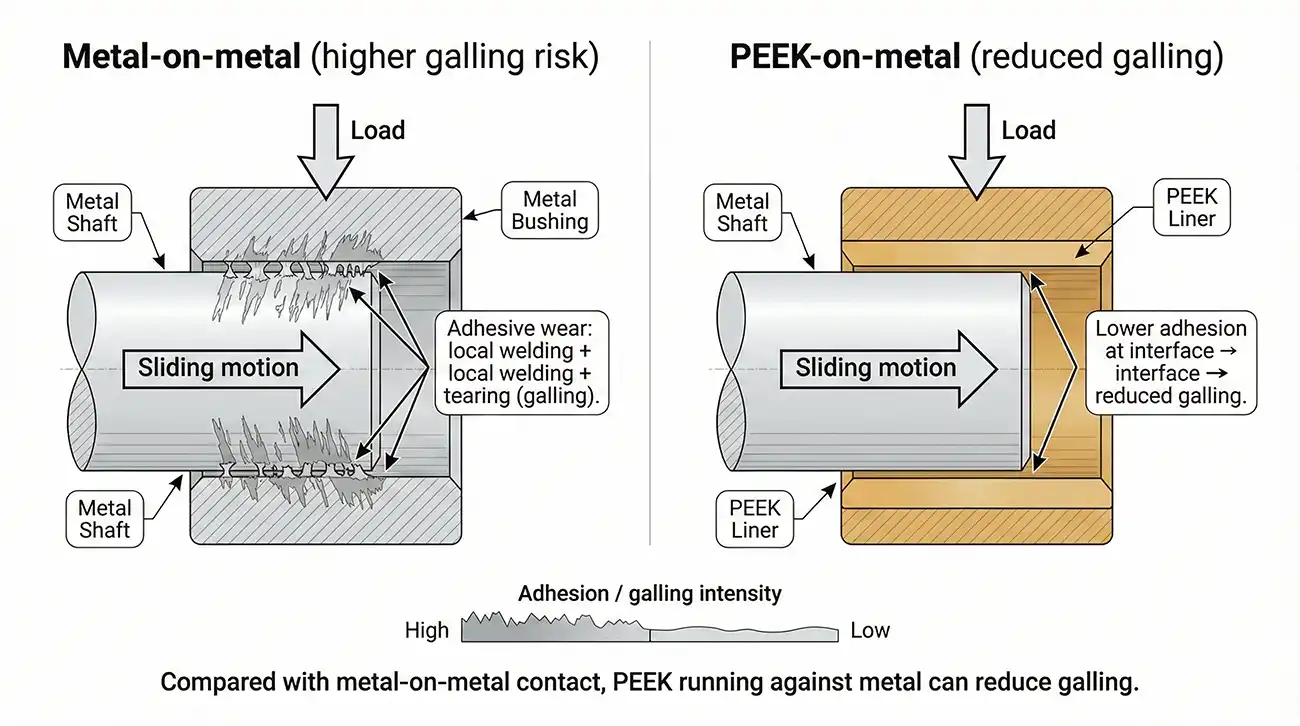
Compared to metal-on-metal contact, PEEK running against metal mitigates galling. Galling is adhesive damage resulting from local welding and tearing of sliding metal surfaces. Research into PEEK-steel tribology indicates that PEEK forms a stable transfer film on the metal counterface, which plays a critical role in stabilizing friction and preventing adhesive wear [3]. This characteristic is particularly advantageous in marginally lubricated systems where metal surfaces are prone to seizure.
The counterface, which is the surface against which the PEEK slides, strongly influences wear rates via its roughness and hardness. The PV limit—the product of Pressure and Velocity—combines load per unit area and sliding speed. As PV increases, frictional heating rises, potentially raising the interface temperature significantly above the bulk material temperature.
PEEK’s relatively low thermal conductivity limits heat transfer into surrounding components, protecting temperature-sensitive assemblies. However, at the sliding interface, this same property tends to concentrate frictional heat in the contact zone. Managing PV, surface finish, and lubrication is therefore crucial to prevent localized heat buildup that accelerates wear, particularly in dry-running or intermittent duty cycles.
Friction, the resistance to sliding, directly dictates heat generation. Unfilled PEEK generally exhibits a dynamic coefficient of friction around 0.25, while 30% glass-filled PEEK is around 0.30. Enhanced bearing grades, such as PEEK HPV, incorporate internal lubricants and specific reinforcement to reduce wear and stabilize friction, achieving a low coefficient of friction of 0.21. However, performance remains heavily dependent on surface pairing, lubrication, and duty cycle.
FATIGUE AND IMPACT RESISTANCE
PEEK is widely adopted for components subjected to cyclic loading, including vibration-exposed brackets, pump components, and connector hardware. Cyclic loads, comprising vibration, pressure pulses, and repeated mechanical actuation, are the primary drivers of fatigue failure. Fatigue life varies with stress amplitude, temperature, and geometry, with failure initiation typically occurring at stress concentrators.
Stress concentrators are geometric features that focus stress into localized areas, such as sharp radii, holes, threads, and section transitions. In PEEK design, reducing peak stress at these locations is often more effective for extending service life than altering material grade. Once crack initiation risks are managed, attention often shifts to shock loading.
Impact resistance in PEEK is closely tied to temperature, notch sensitivity, and grade. Unfilled PEEK commonly shows elongation at break in the 30–50% range, depending on resin, processing history, and the test standard used, whereas 30% glass-filled PEEK typically drops to low single digits (~2–5%). Impact strength is similarly test- and geometry-dependent; typical notched Izod values for unfilled PEEK are often reported around 1 ftlb/in, while glass-filled grades may fall into a similar or modestly higher range depending on formulation and orientation. For design purposes, the more reliable takeaway is that glass reinforcement increases stiffness but reduces ductility, and impact performance should be validated on representative geometry and processing conditions.
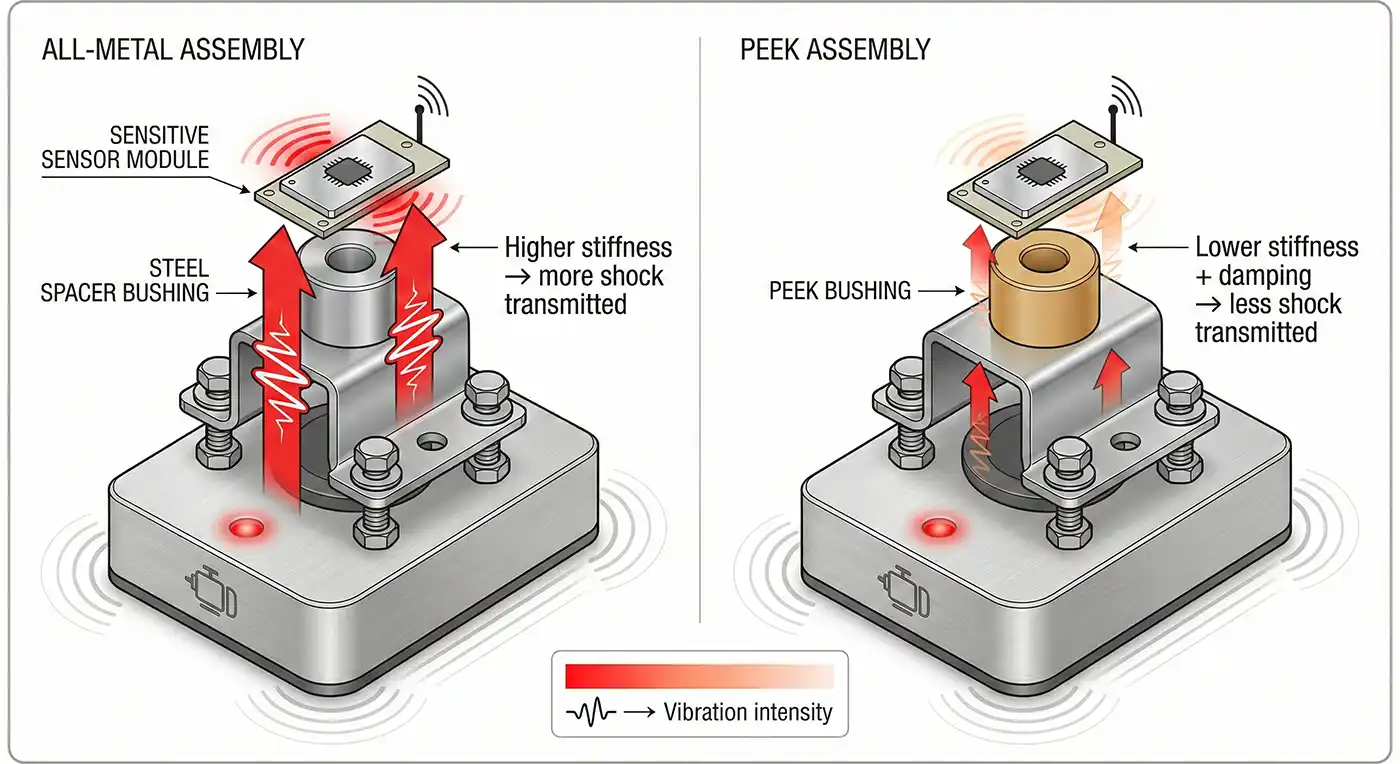
Compared to metal, PEEK reduces shock transmission due to its lower stiffness and superior damping characteristics. This reduces acoustic noise and lowers peak loads on mating components, particularly in systems experiencing frequent vibration.
FIRE PERFORMANCE AND ELECTRICAL PROPERTIES
PEEK is standard in connectors, sensor housings, and high-temperature insulation due to its ability to maintain electrical isolation near heat sources. Fire performance varies by grade, thickness, and geometry, as many ratings are contingent upon specific testing configurations. Variations in wall thickness or additives can alter flame behavior and smoke generation; therefore, requirements should be validated on the final part form.
Electrical performance is most relevant when correlated to specific use cases. A key metric is dielectric strength, defined as the maximum electric field a material can withstand before breakdown. PEEK maintains this insulating margin at elevated temperatures better than many thermoplastics, with unfilled PEEK offering a dielectric strength of approximately 480 V/mil (19 kV/mm) and glass-filled grades reaching roughly 500 V/mil (20 kV/mm). This performance, coupled with robust insulation resistance, ensures that PEEK designs effectively resist leakage current when providing isolation near energized components.
Dielectric stability, or the consistency of insulating behavior across varying temperature and humidity, is equally important. PEEK is valued for its predictable performance under thermal cycling. However, extreme moisture exposure, surface contamination, or high-voltage environments can still influence electrical properties and should be accounted for in design.
PURITY, OUTGASSING, AND CONTAMINATION CONTROL
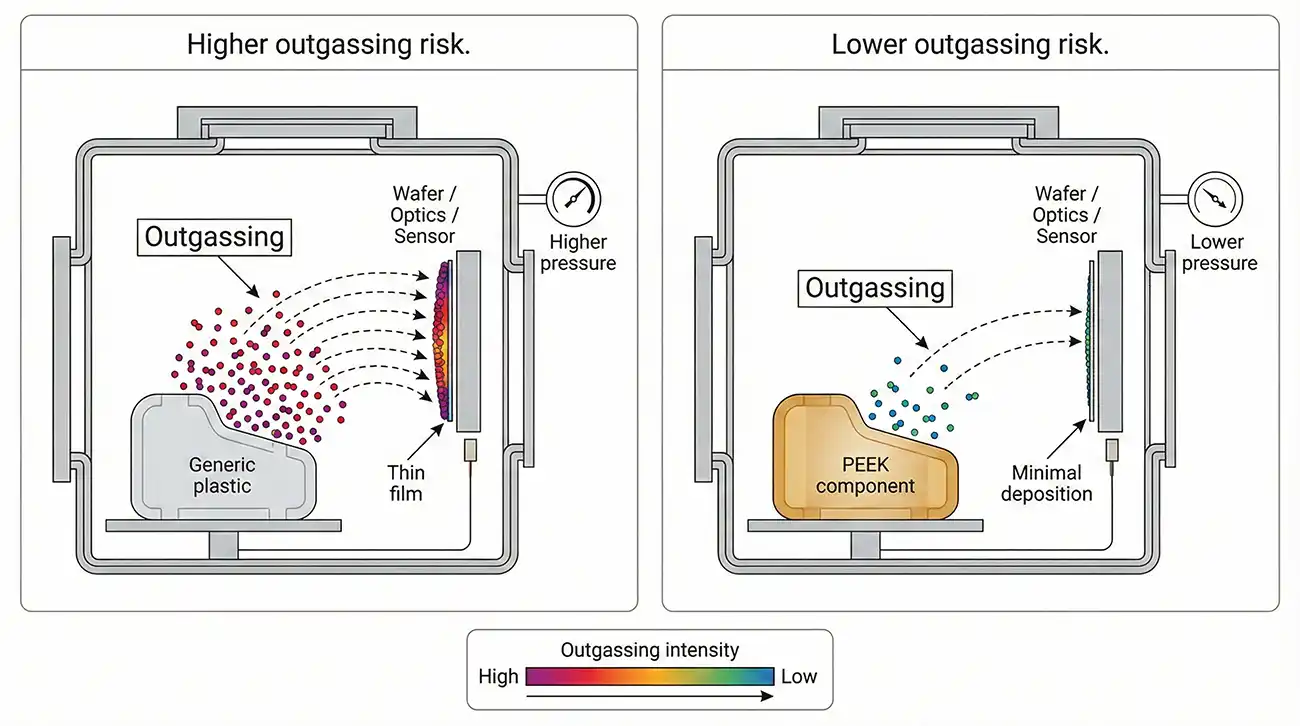
In semiconductor tools, vacuum chambers, and analytical equipment, contamination control is a primary functional requirement. A key consideration in these environments is outgassing, which is the release of volatile molecules from the material under vacuum or heat. In vacuum systems, outgassing can deposit contaminants on sensitive optics or wafers. Because outgassing is grade- and processing-dependent, it should be confirmed for the specific formulation and cleaning/conditioning method used. Many PEEK-based materials (including certain filled and unfilled grades) appear in NASA’s outgassing database with ASTM E595 test results, and are commonly selected for vacuum environments when low total mass loss and condensable volatiles are required [4].
Material selection also dictates system behavior during storage and cleaning. Unlike metals, which may require passivation or coatings to prevent oxide flaking, PEEK relies on intrinsic material purity and controlled cleaning processes. Furthermore, "extractables," which are substances leached from the plastic by process fluids, must be minimized to prevent contamination of product streams. Extractable levels vary with solvent type, temperature, and surface area.
Finally, particulate generation is a constraint in clean environments. Particle levels are influenced by machining parameters, tool wear, deburring practices, and handling. Sliding contact points and improper finishing can increase particle release, necessitating strict process control.
THERMAL LIMITS AND KEY REFERENCE POINTS
PEEK’s melting point is typically reported around 340–343°C (644–649°F), depending on grade and measurement method. While this serves as a useful reference for processing and ultimate thermal capability, practical design limits are reached much earlier. Crucially, while the melting point is high, mechanical stiffness drops significantly as the material approaches its Glass Transition Temperature (Tg) of approximately 143°C (289°F). This transition represents the point where the polymer shifts from a hard, glassy state to a more flexible, rubbery state, meaning structural integrity under load is compromised long before the material actually melts.
Mechanical screening often begins with tensile strength. PEEK tensile strength is a standard benchmark for comparing grades and initial sizing. However, for long-term reliability, stiffness, creep resistance, and specific loading conditions are the determinants of stability over time and temperature.
PEEK GRADE COMPARISONS AND CONSIDERATIONS
Grade selection drives significant variation in properties. Natural unfilled PEEK is typically utilized for seals, housings, and machined parts requiring balanced strength, toughness, and chemical resistance. It generally offers tensile strength around 14,000–18,000 psi and a tensile modulus of 500–650 ksi, depending on grade, test method, and processing history. Glass-filled PEEK is selected for stiffness-driven components such as structural spacers and brackets. The stiffness benefit varies with fiber content and orientation, with trade-offs including reduced ductility and anisotropic machining behavior. It should be noted that structural glass-filled grades are generally unsuitable for bearing surfaces due to the abrasive nature of the glass fibers.
Enhanced bearing grades, such as PEEK HPV, are engineered for bushings and wear rings where friction stability is paramount. While internal lubricants improve performance, the wear rate remains dependent on the tribological system, specifically the counterface, lubrication, and PV. Therefore, grade selection is most effective when matched to the specific duty cycle early in the design process.
LIMITATIONS
While PEEK is a trusted material for demanding service, limitations typically manifest in practical design and manufacturing realities rather than a single material deficiency. Material cost and lead time can be significant compared to commodity engineering plastics. Furthermore, performance is closely linked to processing history and the specific stress-temperature window. In wear applications, frictional heating can influence outcomes more than the base resin properties, necessitating validation testing. Finally, reinforcement strategies to improve stiffness often reduce ductility, requiring designers to carefully match the grade to the dominant failure risk.
CONCLUSION
This paper provided an overview of the mechanisms governing PEEK behavior in high-temperature service, including strength retention, creep, chemical resistance, tribology, fatigue, and contamination control. Understanding the interaction between temperature, stress, environment, and grade selection allows engineers to prevent overdesign and premature failure. To maximize utility, designers should translate core PEEK properties into validated, application-specific limits and select grades based on the most relevant material properties for the specific load case.
For more information on PEEK and other high-performance materials, as well as guidance on material selection and plastic part design, visit the Interstate Advanced Materials and Interstate Plastics websites. For assistance with PEEK application questions, please contact our team at 888-768-5759 to discuss grade selection, material availability, and design factors that need to be validated for your specific operating conditions.
REFERENCES
- [1] Drozdov, A. D., and J. deClaville Christiansen. “Thermo-Mechanical Behavior of Poly(ether ether ketone): Experiments and Modeling.” Polymers 13(11) (2021): 1779. External URL Back to text
- [2] Kumar, A., W. T. Yap, S. L. Foo, and T. K. Lee. “Effects of Sterilization Cycles on PEEK for Medical Device Application.” Bioengineering 5(1) (2018): 18. External URL Back to text
- [3] Tatsumi, G., M. Ratoi, Y. Shitara, K. Sakamoto, and B. Mellor. “Effect of Lubrication on Friction and Wear Properties of PEEK with Steel Counterparts.” Tribology Online 14(5) (2019): 345–351. External URL Back to text
- [4] NASA Goddard Space Flight Center. Outgassing Data for Selecting Spacecraft Materials. Online Database (Based on ASTM E595 and NASA Reference Publication 1124). Greenbelt, MD: NASA Goddard Space Flight Center. External URL Back to text
This guide was authored by Matthew Toy and reviewed for technical accuracy by Chris Clark.